By
Beth Stackpole
November 1, 2019

Get news, papers, media and research delivered. Sign up for our free newsletters.
Stay up-to-date with news and resources you need to do your job. Research industry trends, compare companies and get weekly market intelligence with Robotics 24/7.

Despite the increased interest in metal additive manufacturing (AM), engineering organizations are struggling to find a definitive formula to make a business case for the technology as a viable method for production. There is no one calculation or cost-benefit analysis that justifies the economics—often, it will come down to a more nebulous equation based on “it depends.”
Metal AM, though around for the last couple of decades, has garnered a lot of attention recently as new capabilities and materials innovations advance what the platforms are capable of producing while lower price points put the technology in reach of a wider audience. Metal AM for production can reduce time and costs, given there is no requirement to build out expensive tooling. The method is also considered more flexible for producing designs that would be hard, if not impossible, to make with conventional manufacturing practices.
At the same time, however, metal AM is still relatively uncharted waters for many companies, and the slower speeds and high cost of hardware, materials and services limit applications. Specific industries such as aerospace have run with metal AM for the purpose of lightweighting and parts consolidation, but other sectors have been slower to adopt the technology in part because there is no magic formula to justify the cost.
“It’s not near[ly] as simple as the industry likes to paint it—it depends massively on the application and what you’re trying to do as an end result,” says Kevin Brigden, AM applications engineer at Renishaw. “The key is getting the application right and the product design right so you can maximize throughput and quality. If you take any old geometry and try to ram it through, you are going to compromise both.”

One of the more straightforward tenets for evaluating potential applications for production-class metal AM is what doesn’t constitute a good use case. Simple designs or high-volume commodity parts are best left to traditional manufacturing methods, experts say.
“Simple designs with high volumes and long lead times are not good candidates for metal AM,” says Jeph Ruppert, director of 3D Systems’ Customer Innovation Center, a professional services group that helps engineering organizations work through the cost justification process. “For those instances, the established supply chain works well, especially when certain materials are unprintable.”
Unlike traditional processes like casting, metal AM requires minimal, if any, tooling, making it a cost-effective option for low-volume, high-value parts production.
“The question to ask is, is the volume in a range where it makes sense not to produce tooling that has a long amortization schedule and instead just print parts?” Ruppert explains. As part of its evaluation and cost-justification process, 3D Systems’ Customer Innovation Center also considers the number of parts that can fit on the build plate, the risk of build failure and overall material costs.
“You look at the material and the volumes you are producing and determine whether it makes sense to spend $100,000 on tooling to produce 2,000 to 3,000 parts,” Ruppert says.
The case for metal AM begins to grow when there is part complexity— organic shapes or internal structures often used in lightweighting applications or to improve part performance. For decades, engineers have been taught to simplify parts by staying away from overhangs or internal cavities, which can complicate conventional machining or casting processes. Not so with AM, and metal AM in particular. Those restraints no longer become a liability, but serve as a key driver for the technology’s adoption.
“Part complexity is your friend in AM and your enemy in traditional manufacturing,” says Phil Schultz, executive vice president of operations at 3D Systems. He notes that a part reduction strategy or lightweighting geometries are the single biggest benefits for embracing metal AM technology. “It’s a system-level optimization and not just a part-level optimization.”
In fact, optimizing or redesigning parts is critical to maximizing the value proposition of metal AM. Instead of simply porting an existing part to be produced on a new platform, 3D printing experts say it’s incumbent on engineers to optimize designs so that they leverage metal AM’s specific benefits for a particular application—for example, incorporating micro cooling channels in an engine to improve thermal management—or taking advantage of the no-tooling requirement to gain a first-market advantage.
“At first, people would just grab a part out of the BOM [bill of materials] and see if AM [could] solve the problem,” explains Eric Mutchler, product manager at Stratasys Direct. “What customers are drifting to now is making changes so the manufacturing method best suited for the part is driven by the design rather than the constraints of traditional manufacturing. Customers are finding the benefit of cost in that way.”

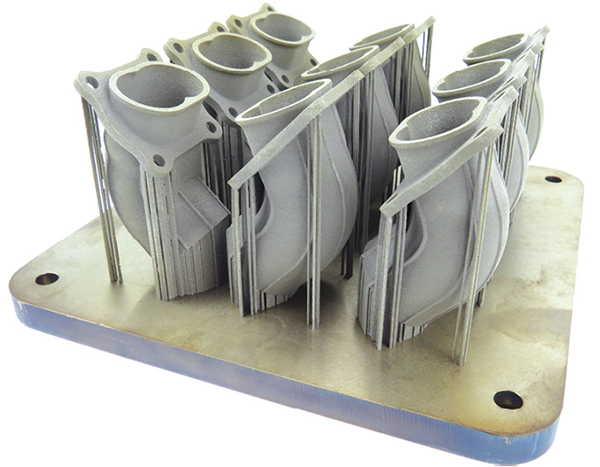
Cobra Aero, a small manufacturer building roughly 2,000 engines per year for specialty markets that include aircraft and motorcycles, opted to redesign a high-value part for an unmanned aerial vehicle after some initial projects that used metal AM technology. The company’s engineering team, working in partnership with Renishaw, redesigned an engine cylinder with complex lattice structures to improve airflow while consolidating several components into a single, lighter weight part, says Renishaw’s Brigden.
“People tend to assume that what they’re doing in plastic prototyping can carry over to metal AM, but it doesn’t work that way,” Brigden says.
Simulation can play a pivotal role in helping organizations reimagine designs and optimize parts for metal AM printing, notes Brent Stucker, director of AM at ANSYS. In fact, the concept behind the company’s Additive Manufacturing Simulation Suite was to make metal AM more accessible as a production methodology, he says. The software includes topology optimization, process simulation and prep guides for determining part orientation and support structures.
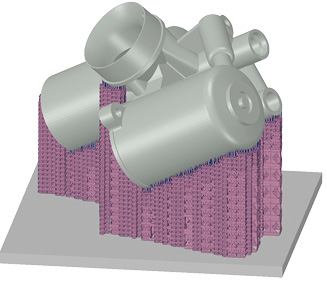
Rather than a lengthy and costly trial-and-error process to zero in on the economics sweet spot, ANSYS Additive Manufacturing Simulation tools factor specific AM constraints into the design parameters, and enlist the software to come up with an efficient design that is buildable from the start.
“The bottleneck to AM has been how to do that without spending all of this money to develop processes,” Stucker explains. “Simulation eliminates the vast majority of trial-and-error experimentation … coming up with complex geometry that can be successfully built using metal AM.”
The ANSYS suite also simulates AM processes, helping engineers determine optimal process parameters, including build orientation, where to place supports and how much material to use, he says.
Although complexity and cost are huge factors in the cost analysis, there are other considerations when evaluating the viability of metal AM for production. One such factor is throughput and scalability.
Metal AM is generally viewed as a faster time-to-market approach because there is no need for tooling. However, the speed advantage greatly diminishes as volume scales. Most metal AM printers have a 9x9-in. build platform so the evaluation process should consider how many parts will fit on a tray, how long the build process will take and how many printers can be deployed on a production run to get a reasonable cost estimation.
“If I’m able to put multiple parts side by side, have a decent nest and get turnaround within a 24-hour period, then it becomes more economically viable,” says Greg Paulsen, director of application engineering for Xometry, which provides on-demand manufacturing services, including computer numerically controlled (CNC) machining, injection molding and an array of 3D printing capabilities, including direct metal laser sintering. With those caveats in mind, Paulsen says metal AM could be viewed as a viable manufacturing solution for small medical device applications as well as for electronics devices like smart watches.
The Xometry platform, billed as agnostic to any specific manufacturing method, lets engineers and designers upload a 3D model and get quotes for multiple AM processes from a network of approximately 3,000 partners, which include pricing, lead time and design trade-offs. Xometry also offers design guides for each manufacturing process, to help organizations optimize and redesign parts for a particular manufacturing process, including metal AM, Paulsen says.

Companies exploring the metal AM route should pay heed to the post-processing needs of their application as it’s another important, but often overlooked, piece of the cost-analysis puzzle. Parts produced by metal AM systems typically require additional clean-up work such as heat treatments, surface finishing procedures like sanding and machining, as well as separation of the support structure from the build plate. There is also labor and time associated with preparing and cleaning up the metal powder. “Organizations need to understand the part outside of the [metal AM] system and how it needs to be processed,” says Tyson Gregory, metals application engineer at EOS Solutions. “Often that is underestimated and adds to the cost.”
Before contracting for metal AM services from a third-party, it’s important to codify how the on-demand manufacturing service provider controls and monitors the build process, adds Stratasys Direct’s Mutchler. Ask about granular details like the level of material recyclability, traceability of powder composition, or the room temperature of the build environment—all of those factors can have an impact on the performance and integrity of the final printed part, he says.
Metal AM technology is still relatively unproven as a mainstream manufacturing method so experts say there should be a strong emphasis on education. “At this point in the history of metal AM, it’s about knowledge,” says Brigden. “It’s about understanding process controls and putting lessons, workflows, and procedures in place for a future when machines are more capable.”
Beth Stackpole is a contributing editor to the Digital Engineering 24/7 and Robotics 24/7 sites.
From geometry preparation to AI-assisted analysis, integrated CFD workflows…

North America’s largest robotics and automation event winds down

Automate’s largest day ever draws huge crowds to McCormick Place

North America’s largest robotics and automation event kicks off